Article · Mold & Die · Aerospace
The Common Ground Between Moldmaking and Aerospace
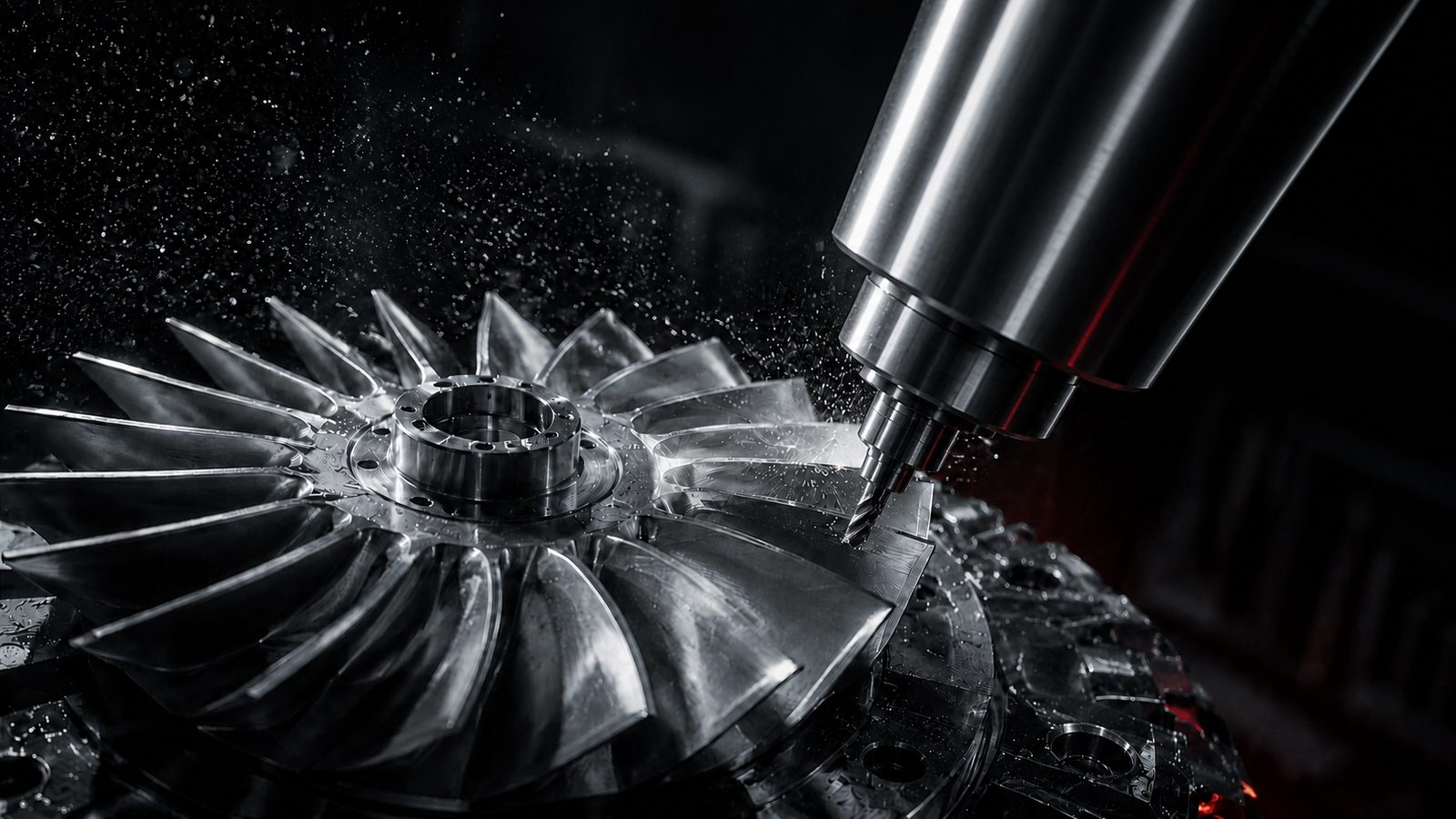
The techniques that conquer hardened mold steel transfer almost directly to difficult aerospace alloys — heat control, the right coating, and smart entry moves. Here's the crossover playbook.
Originally published in MoldMaking Technology, by Mike MacArthur, 2009
Mold and die shops looking at aerospace work often think they're starting over. They're not. Many of the established technologies for machining hardened mold steel transfer almost directly to difficult-to-machine aerospace materials — both come down to managing heat, choosing the right coating, and entering the cut without shocking the tool.
Control heat with the step-over
The single biggest lever in both worlds is radial width of cut. Keep it to 2 to 10 percent of the cutter's diameter and the smaller engagement gives a continuous cooling action that controls heat generation — the same principle whether you're in P20 or Inconel.
Coating and chip load
Match the coating to the temperature. AlTiN holds up to a maximum working temperature of about 1,470°F versus roughly 750°F for TiCN — a decisive margin in the alloys that generate the most heat. Then run the largest chip load the tool and part will take: a 0.005" chip load per tooth versus 0.0025" literally halves machining time.
Enter the cut intelligently
- Use helical interpolation or pre-drill to enter pockets — never straight-plunge in Z only.
- Axial depths can reach 1.5 times the cutter diameter per pass.
- Deploy trochoidal tool paths with the tool at 50 to 62 percent of the required slot width.
If you can machine a hardened mold, you already have the foundation for aerospace alloys — same heat control, same coatings, same entry discipline.
Tools in this story
Have a job like this?
Tell us your material and operation — our application engineers will recommend the tool and the speeds & feeds to run it.