Article · Titanium · Aerospace
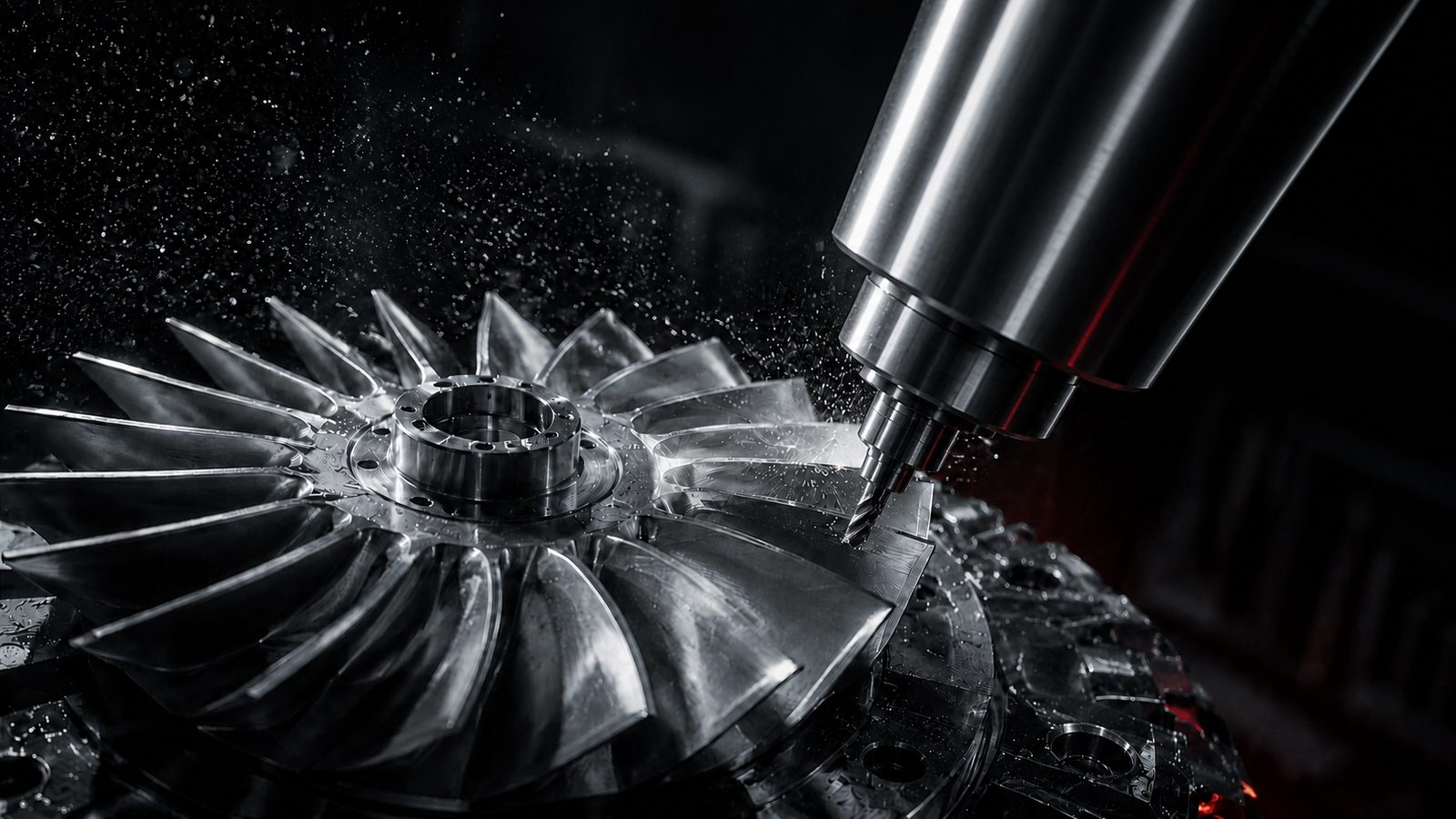
A Practical Approach to Milling Titanium
Titanium rewards rigidity and torque over speed. The practical path is the right machine, the right toolholder, and tool geometry built to shed heat — not heroics at the spindle.
Originally published in Modern Machine Shop, 2015
Titanium has a reputation as a black art, but milling it well is mostly about respecting what the material demands. Machine tools built for titanium are characterized by heavy, rigid structures and spindles designed for high torque at low spindle speed — the opposite of an aluminum machine. Get the platform and the setup right and titanium becomes predictable.
The platform comes first
- Heavy, rigid machine structures to resist deflection under titanium's high cutting forces.
- High-torque spindles tuned for low-speed cutting, with large spindle tapers for stiffness.
- High-pressure coolant to pull heat out of the cut — titanium holds heat in the chip and the edge.
- For multi-axis work, a beefy trunnion and rotary table so the part stays as rigid as the tool.
Then geometry and tool path
Titanium fails tools through heat, so the strategy is to limit and stabilize engagement. Lower surface speeds with a trochoidal path — a small radial step-over rolling through the cut — let you keep the edge cool and take real axial depth instead of nibbling. RobbJack's high-performance lines (XG, XF, and the SPS Super Python) are built with the variable geometry and edge strength that titanium and high-temp alloys demand.
Milling titanium isn't about pushing harder — it's about a rigid platform, high-pressure coolant, and geometry that manages heat. Practical beats heroic.
Tools in this story
Have a job like this?
Tell us your material and operation — our application engineers will recommend the tool and the speeds & feeds to run it.