Slitting Saw Speeds & Feeds
Carbide slitting saws — RPM, feed, chip load & depth from RobbJack's data.

Material
Operation
Your machine
Machine-awareEvery recommendation is clamped to these limits — the numbers you see are numbers your spindle can actually run.
Compatible arbors · max depth of cut
4″ saw · 1″ bore
| Arbor | Max DOC | At 0.5″ deep |
|---|---|---|
| NAB-1000·NAB-1000-TCThru-coolant | 1.21″ | ✓ Clears |
| AB-1000·AB-1000-1 | 1.2″ | ✓ Clears |
Max DOC = (saw Ø − arbor flange) ÷ 2, less a .050″ clearance cushion. Click an arbor for its full page.
Spindle Speed
382
RPM · 100% of nominal
Feed Rate
5.5
IPM
Surface Speed
400 SFM
Chip Load / Tooth
0.0002 in
80% chip load
Slot Width (WOC)
0.0156 in
Depth of Cut / pass
0.0312 in
Metal Removal Rate
0.003 in³/min
Spindle Power
0.009 HP
Starting recommendations from RobbJack's tested data — always verify on your machine, arbor, and setup.
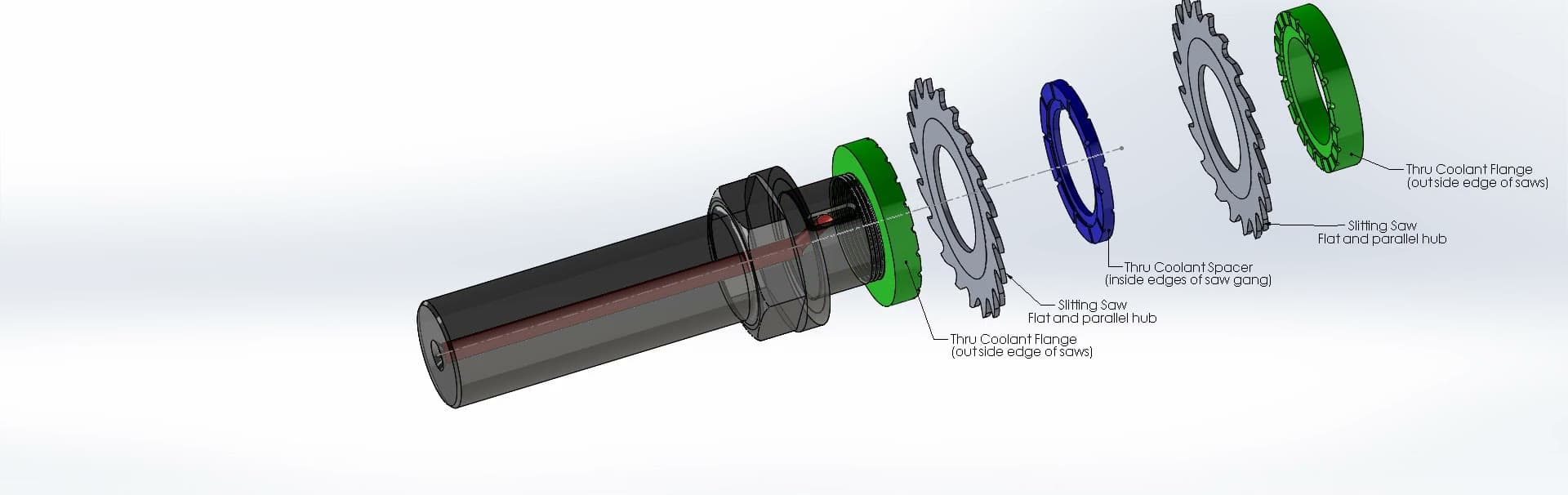
Thru-Coolant NAB Precision Saw Arbor
Slitting saws fail when coolant can't reach the cut — external flood gets blocked by fixturing and part geometry. The NAB arbor delivers coolant through the center and out through thru-coolant flanges onto both faces of every saw— equal pressure, right where the cut happens. Precision-ground to 25 millionths and grips the saw up to 15× more tightly — so it can't slip or spin on the arbor — for faster speeds & feeds, no walking, and far longer tool life.
- 0.000025″
- tolerance — 25 millionths
- 15×
- grip on the saw vs. a typical arbor
- ≈80%
- fewer causes of saw failure
- ↑ S&F
- faster speeds & feeds, longer life
Recommended for your 1″ bore saw
Thru-Coolant Arbor
Precision Rigid Saw Arbor made for saws with a 1.000-in ID, 1-in Shank Diameter, 1.480-in Flange Diameter, 3.5-in Shank & Flange Length, Thru Coolant
Add to quote →Thru-Coolant Flange · required, sold in pairs
Solid Carbide Thru Coolant Flange, 1.480in Outside Diameter, 0.060in Thickness, 1.000in Inside Diamter with 20 Coolant Ports (Sold in pairs)
Add to quote →Thru-coolant flanges are required. Add thru-coolant spacers to gang multiple saws. Solid carbide flanges last a lifetime and eliminate the burrs & scratches of steel.
Email me this setup sheet
We'll email these exact recommendations to your inbox so you can save, print, and share them. No obligation.
CAD / CAM tool libraries
These same tested numbers, already in your CAM — download the RobbJack tool library with per-material cutting presets on nearly every tool.
Starting speeds & feeds by material
Tested starting SFM, RPM, feed, and chip load by diameter — pick your material, then fine-tune in the calculator.
How the calculator works
This isn't a generic chip-load chart. It starts from RobbJack's 67 years of tested machining data for the actual tool, picks a safe and productive starting point, and keeps every recommendation inside your machine's limits. The numbers are deliberately conservative — many shops run faster once the process is dialed in.
See the logic in action
What each control does
Material & grade — the starting point
It picks the tool, not just the numbers
Cut & strategy — slot vs. profile, conventional vs. trochoidal
Setup rigidity — be honest about your fixture
Total depth of cut — split into passes for you
Machine limits & the power safety net
Reading your results
You get a roughing and a finishing card (wall and floor passes for hardened die/mold grades). The percentages next to RPM and chip load show how much room is left before the tool's tested limit.
- Spindle Speed (RPM)
- With “% of nominal” — how hard the recommendation pushes versus the tool's tested ceiling.
- Feed Rate (IPM / mm·min)
- Table feed for the recommended RPM and chip load.
- Surface Speed (SFM / m·min)
- Cutting speed at the edge — set by the material.
- Chip Load / Tooth
- With “% chip load” — feed per tooth versus the tested limit.
- Width of Cut (WOC) / Slot Width
- Radial engagement for the chosen cut and strategy.
- Depth of Cut / pass (DOC)
- Axial depth per pass after the power and geometry checks.
- Metal Removal Rate
- Material removed per minute — the productivity number.
- Spindle Power (HP / kW)
- Estimated load, kept inside your headroom.
Slitting saws
Switch to the Slitting Saw tab and enter outside diameter, arbor bore, and blade thickness. The engine picks the blade — stepping up to a K-Series for deep cuts — sets the tooth count and chip load by material, enforces a safe maximum depth of cut, and matches a thru-coolant NAB arbor to your bore. New to saw setup? Read the slitting-saw setup guide.
A starting point, not a limit
Always verify on your machine, holder, and setup. Want them dialed in for you?
Tap & cut testing →